


























INTCO Factory: Bridging Technology and Sustainability for a Greener Tomorrow
In today’s rapidly evolving manufacturing landscape, INTCO Medical stands out for its remarkable blend of technological advancement and commitment to sustainability. INTCO Factory has become a leading example of combining advanced technology and eco-friendly practices in the manufacturing industry. With two major production bases strategically located in China and Vietnam, INTCO Healthcare is at the forefront of manufacturing excellence and pioneer in eco-friendly practices. INTCO’s globalization and conglomerate strategies have brought the factory operations of INTCO Healthcare’s two major production bases with international standards.
Global Manufacturing: A Dual Strategy for Success
Growth and Expansion Over the Years
Since its inception, INTCO Factory has experienced significant growth and expansion. The company has adapted to market demands while remaining true to its sustainable roots.

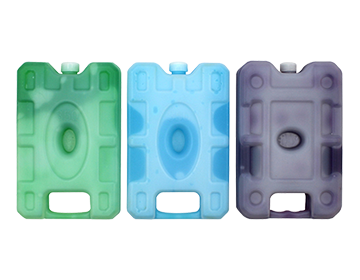
INTCO Healthcare’s global footprint is marked by its two primary production bases: the Zhenjiang factory in China and the Quang Ninh factory in Vietnam. The Zhenjiang facility, operational since 2003, sprawls over an impressive 47.8 acres, equivalent to 27 football fields. This extensive space supports a high-output operation capable of producing tens of millions of hot and cold compress products monthly. The factory’s holistic approach integrates research and development, manufacturing, marketing design, and logistics, ensuring a seamless process from product inception to delivery.

Furthermore, the Quang Ninh factory in Vietnam, established in 2020, occupies 9.88 acres and stands out for its cost-effectiveness. Currently, the Vietnam plant produces around 5.2 million ice packs each month, illustrating its substantial production capacity.
Flexible Manufacturing: Adapting to Market Dynamics
One of INTCO Medical’s core strengths is its flexible manufacturing capabilities. The factory’s adaptability in production scheduling allows for swift adjustments in response to market demand fluctuations. Whether it’s ramping up production lines, altering worker shifts, or redistributing materials, INTCO Healthcare’s manufacturing process is designed to be agile and responsive. This flexibility is crucial in maintaining efficient operations and reducing the time it takes for a product to go from design to market.
Furthermore, the company’s approach to product design is equally versatile. Experienced packaging designers work closely with clients to refine existing designs or develop new ones, seamlessly integrating manufacturing processes. This not only enhances product appeal but also simplifies customer investment.
Process Capacity and Packaging Innovation
Advanced Manufacturing Techniques
At the heart of INTCO Factory’s success lies its adoption of advanced manufacturing techniques. By leveraging cutting-edge technologies, the factory optimizes its production processes to achieve efficiency and precision. This not only reduces waste but also ensures that the products meet the high-quality standards expected by consumers.
Innovations in Product Design
Innovation in product design is another key focus for INTCO Factory. The team is dedicated to creating eco-friendly products that are both functional and aesthetically pleasing. By integrating sustainable materials and modern design principles, INTCO Factory’s offerings stand out in the marketplace, attracting environmentally conscious consumers.
Innovations in Product Packaging
INTCO Healthcare utilizes high polymers for its hot and cold compress products, chosen for their softness and elasticity, which ensure optimal performance for both hot and cold applications. The packaging technology employed is crucial for maintaining the integrity of these products. By using high-frequency melting or heat-sealing techniques, the company guarantees that the gel remains contained and the packaging intact, even under extreme conditions like -18°C.

The use of durable and skin-friendly materials in packaging is a testament to INTCO Medical’s commitment to quality and user comfort. Additionally, the protective equipment provided with the products not only ensures proper packaging but also contributes to product preservation over time.
Sustainability at the Core: Building Decarbonization and Eco-Friendly Practices
INTCO Medical’s dedication to sustainability is evident in its green practices. The company’s commitment to building decarbonization includes the construction of clean workshops and the use of energy-efficient central air conditioning systems. These systems adjust their operation based on indoor temperatures, reducing overall energy consumption while maintaining a comfortable environment.
Moreover, INTCO Medical’s distributed photovoltaic project at the Zhenjiang facility generated 1,093,940 kWh of power in 2022, showcasing the company’s efforts to harness renewable energy sources. This initiative is part of a broader strategy to enhance the environmental performance of its operations.
The commitment to sustainability extends to packaging materials as well. INTCO Medical is progressively increasing the use of eco-friendly packaging, demonstrating a clear focus on reducing environmental impact and promoting greener practices.
Looking Ahead: A Greener Future
As INTCO Medical continues to bridge the gap between technology and sustainability, it remains dedicated to leading the way in both innovation and environmental responsibility. By leveraging advanced manufacturing processes and embracing sustainable practices, INTCO Medical is not only setting new standards in the industry but also contributing to a greener and more sustainable future.
In summary, INTCO Medical’s global manufacturing network, flexible production capabilities, and unwavering commitment to sustainability exemplify the company’s dedication to excellence and environmental stewardship. With INTCO Factory’s innovative approach to integrating technology and eco-friendly practices, INTCO Medical is poised to make an even greater impact, bridging technology and sustainability for a greener tomorrow.
INTCO Medical Debuts at 2024 NSC
Examining the Quality and Safety Standards of INTCO Healthcare Products







